
Nachricht
 Heim / Nachricht / Branchennachrichten / Was sind die typischen Spezifikationen für Material- und Wärmebehandlung für einreißige gekreuzte Walzenschlägerlager?
Heim / Nachricht / Branchennachrichten / Was sind die typischen Spezifikationen für Material- und Wärmebehandlung für einreißige gekreuzte Walzenschlägerlager? Was sind die typischen Spezifikationen für Material- und Wärmebehandlung für einreißige gekreuzte Walzenschlägerlager?
 2025.06.06
2025.06.06
 Branchennachrichten
Branchennachrichten
Die typischen materiellen und Wärmebehandlungspezifikationen für Einreihe gekreuzte Walzenschlägerlager werden sorgfältig ausgewählt, um eine hohe Kapazität, Verschleißfestigkeit, strukturelle Integrität und Haltbarkeit unter anspruchsvollen Betriebsbedingungen zu gewährleisten. Diese Lager werden üblicherweise in Geräten wie Kranen, Bagger, Windturbinen, Industrie -Robotern und rotierenden Plattformen verwendet, bei denen sowohl axiale als auch radiale Lasten sowie Kippenmomente gleichzeitig untergebracht werden müssen. Daher muss die Auswahl von Materialien und Wärmebehandlungsprozessen die Leistungsanforderungen erfüllen und gleichzeitig die dimensionale Stabilität und Ermüdungsfestigkeit beibehalten.
Das häufigste Material, das für die Rassen der mit einem Reihen gekreuzten Rollschuhnetzlager verwendet wird, ist 42CRMO (AISI 4140 oder gleichwertig), ein mittelgroßen kohlenstoffarmer, kohlenstoffarmer Stahl, der für seine hervorragende Festigkeit, Zähigkeit und Härtbarkeit bekannt ist. Dieser Stahl bietet eine ausgewogene Kombination aus Bearbeitbarkeit im geglühten Zustand und einer hohen mechanischen Festigkeit nach der Wärmebehandlung. In einigen Anwendungen mit niedrigeren Lastanforderungen oder Kostenbeschränkungen kann auch 50 Mio. (DIN 1.1216) verwendet werden, obwohl es in der Regel weniger Verschleißresistenten und anfälliger für Müdigkeit ist.
Nachdem die Rasse in ihrer erforderlichen Geometrie bearbeitet wurden, werden durch Induktionswärmebehandlung eine Oberflächenhärtung durchlaufen, ein Prozess, bei dem lokalisierte Erwärmung und schnelles Löschen eine gehärtete Schicht auf den Arbeitsflächen erzeugen. Für 42CRMO ist es das Ziel, eine Rennflächenoberflächenhärte von HRC 55–62 zu erreichen, wobei eine Härtungstiefe je nach Größe und Konstruktion von 3 mm bis 6 mm liegt. Der Kern des Rennstegs bleibt relativ weicher (um HRC 30–40) und bewahrt die Zähigkeit und den Widerstand gegen das Riss.
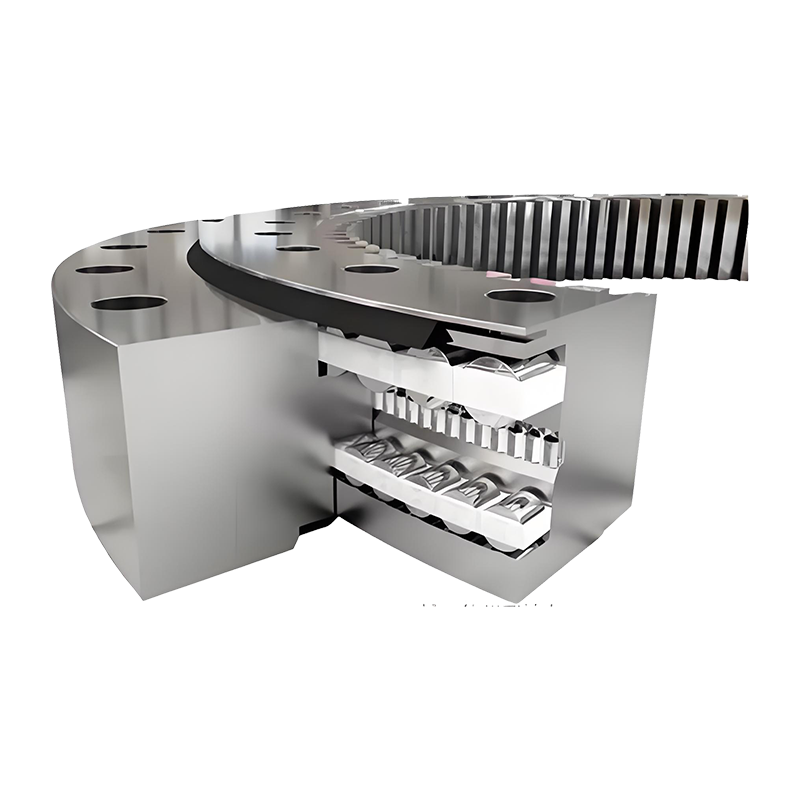
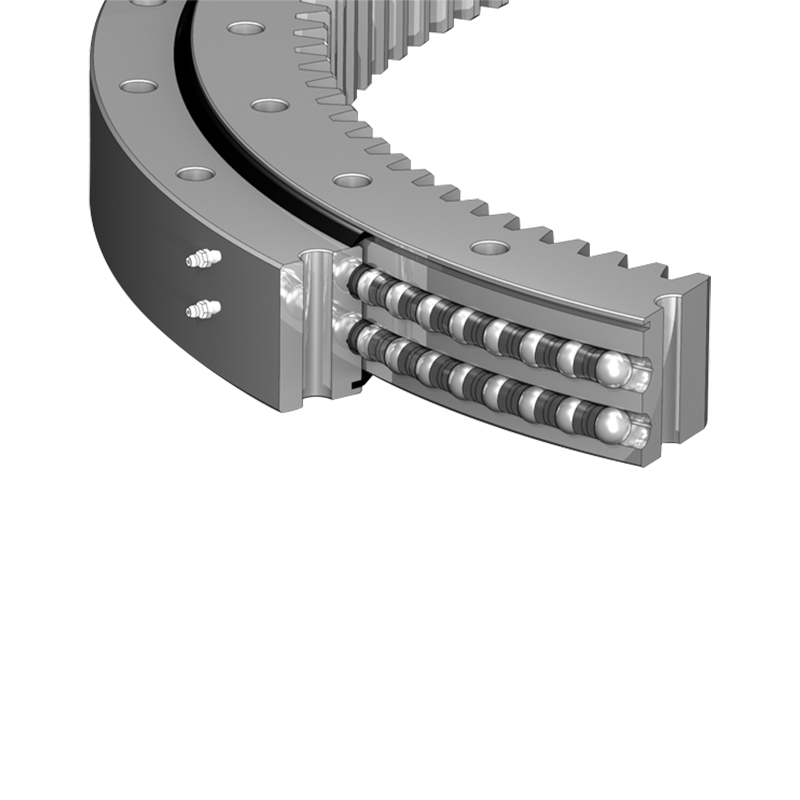
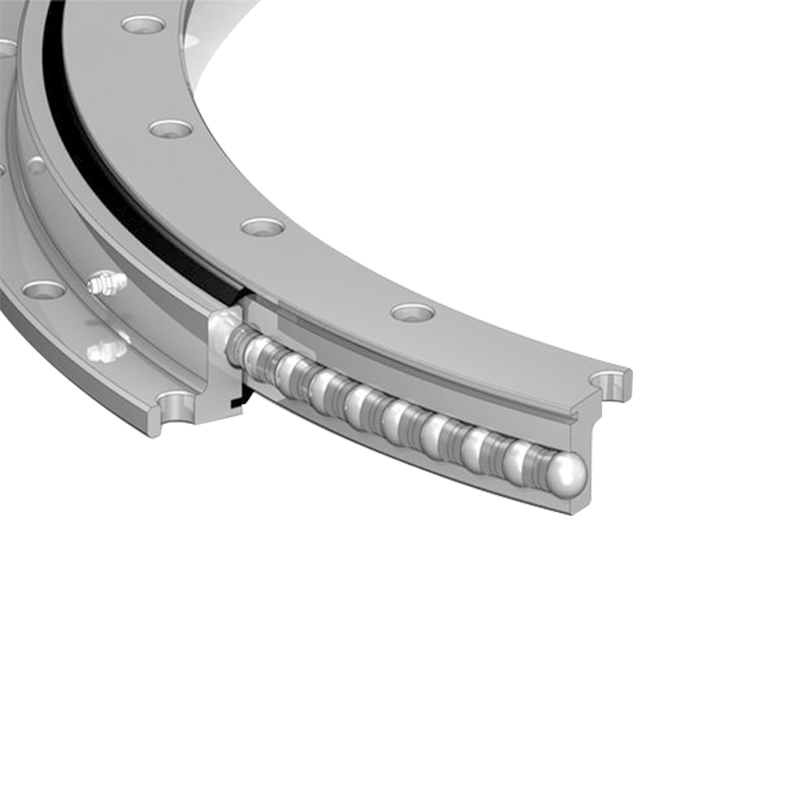
Zusätzlich zu den Rennwegen werden die rollenden Elemente-die normalerweise zylindrische Walzen in einer gekreuzten Konfiguration sind-auch mit hoher Härte und Ermüdungslebensdauer mit Wärme behandelt. Diese Walzen bestehen im Allgemeinen aus Chromstahl mit Lagergrade wie GCR15 (AISI 52100 oder DIN 100CR6). Dieses Material bietet hervorragende Härte, Verschleißfestigkeit und dimensionale Stabilität. Die Walzen werden durch einen vollständigen Lösch- und Temperaturprozess mit Wärme behandelt, was zu einer Härte von HRC 60–66 führt. Dies gewährleistet einen geringen Rollwiderstand und eine verlängerte Lagerlebensdauer auch unter hohen Belastungen und kontinuierlichem Betrieb.
Abstandsabstandskäfige oder -abstecher, die zur Aufrechterhaltung eines gleichmäßigen Walzenabstands verwendet werden, werden häufig aus technischen Kunststoffen (wie Nylon oder POM), Messing oder sogar Weichstahl hergestellt, abhängig von den Betriebsgeschwindigkeit und Umweltbedingungen. Diese Komponenten werden typischerweise nicht wärme behandelt, sondern für die Kompatibilität mit Schmierung und thermischer Expansion ausgewählt.
Die Zahnradzähne - wenn das Lager einen externen oder internen Zahnradring enthält - werden nach dem Schneiden auch einer Induktionsverhärtung ausgesetzt. Die Zahnoberflächenhärte für Zahnradsegmente liegt in der Regel um HRC 50–60 mit einer Gehäusetiefe von etwa 1,5 mm bis 3 mm, um sicherzustellen, dass der Verschleißfestigkeit und das Zahnprofil unter wiederholtem Engagement aufrechterhalten werden.

Abgesehen von der Verhärtung wird das Temperieren nach Wärmebehandlung angewendet, um innere Belastungen zu lindern und die Sprödigkeit zu verringern. Dies verhindert das Riss und Verzerrungen des Oberflächens während des Betriebs. Darüber hinaus kann das Glühen oder Normalisieren vor der Bearbeitung auf die Lagerring -Rohlinge angewendet werden, um eine gleichmäßige Mikrostruktur zu gewährleisten und die Verarbeitbarkeit zu verbessern.
Korrosionsbeständigkeit ist eine weitere Überlegung, insbesondere bei Marine-, Offshore- oder Reinraumanwendungen. Für solche Umgebungen können Oberflächenbehandlungen wie Schwarzoxidbeschichtung, Phosphatbeschichtung oder sogar spezialisierte korrosionsbeständige Überbeschichtung angewendet werden. In seltenen Fällen wird Edelstahl (z. B. AISI 440c) verwendet, dies ist jedoch aufgrund von Kosten und niedrigeren Tragfähigkeit im Vergleich zu 42Crmo oder GCR15 ungewöhnlich.
Zu den typischen Spezifikationen für Material- und Wärmebehandlung für einreißige gekreuzte Walzenschlägerlager gehören:
Raceway -Material: 42Crmo (AISI 4140), Oberflächeninduktion auf HRC 55–62, Härtungstiefe 3–6 mm gehärtet
Rollenmaterial: GCR15 (AISI 52100), durch Härte auf HRC 60–66
Zahnradzähne: Induktion härtet auf HRC 50–60, Tiefe 1,5–3 mm
Kernhärte (Raceway): HRC 30–40 für strukturelle Zähigkeit
Käfigmaterial: Nylon, Messing oder Weichstahl je nach Bedingungen
Optionaler Korrosionsschutz: Schwarzoxid, Phosphatbeschichtung oder Nachbeschichtung nach Bedarf
Diese Spezifikationen sind wichtig, um sicherzustellen, dass die Schlägerlager unter komplexen Lasten und über erweiterten Serviceintervallen zuverlässig funktionieren. Herstellungsqualitätskontrolle - einschließlich Härteprüfung, Mikrostrukturanalyse und dimensionale Inspektion - ist entscheidend für die Überprüfung, dass Wärmebehandlungsprozesse die gewünschten Eigenschaften erreicht haben. Lassen Sie mich wissen, ob Sie eine erweiterte Version für die technische Dokumentation, einen Lieferanten-Brief oder einen SEO-orientierten Website-Inhalt benötigen.

Jiangsu Manchen Transmission Technology Co., Ltd., Excels bei der Schaffung von maßgeschneiderten, zuverlässigen und präzisen Schlägerlagern für verschiedene Branchen, die kontinuierlich innovativ sind, um die höchsten Standards zu erfüllen und kollaborative Möglichkeiten zu suchen. Zuverlässiger und gleichmäßiger Schlägerlager in China.
Produktlinks
Kontaktieren Sie uns
-
Address:Nr. 8, Nanqiu Road, Stadt Huangtu, Stadt Jiangyin , China
-
Tel:+86-13646122221
-
E-mail:
-
E-mail:ma@slewingBearingcn.com
